   |
|
河北威岳机械有限公司一
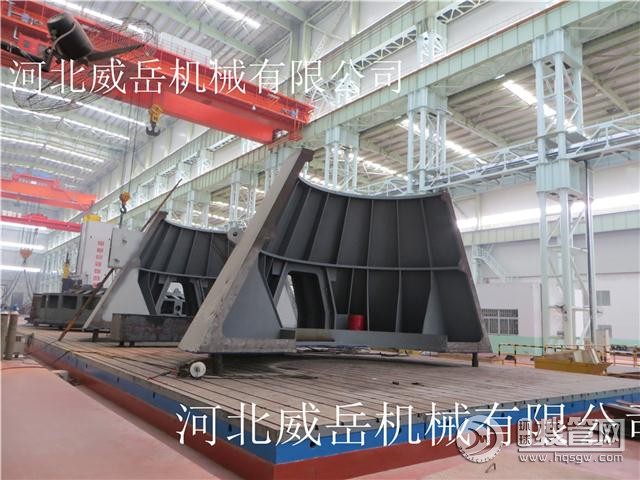
铸铁平板平台、划线平台、检验平台、落地镗铣床工作台、铆焊平台、火工平台、管子装配平台、电机工作台、KW铸造流水线砂箱、小车、型板框、非标工装等,大型机床铸件、地轨、连铸机对弧样板。...


|
|
|
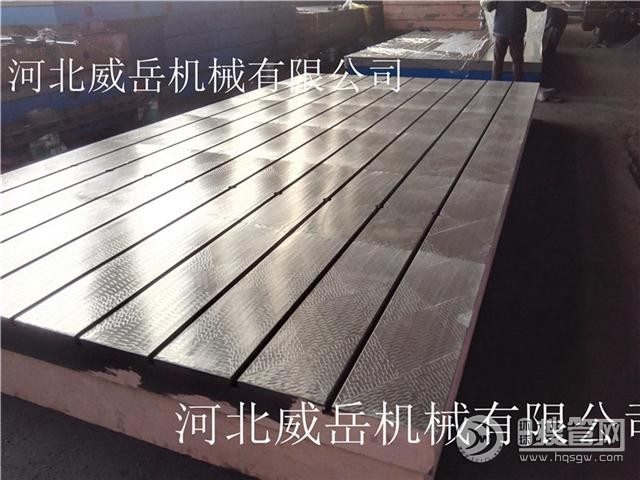
装配平台又称装配平板,装配定盘,主要应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备,可以拼装使用。
首先装配平台的铸铁质量和热处理质量对平板使用性能产生较大影响,或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板必须注意铸铁材料的选择,采用时效处理等方法消除铸铁平板的残余应力。所以在选择时应更加从以下几个方面注意:
1、装配平台产品质量:装配平台工作面不能出现气孔沙眼、夹渣裂纹及疏松等铸造缺陷,装配平台背面筋板之间应清砂干净不能有包砂现象,并做防锈处理。铸铁平台分为0级、1级、2级、3级四个等级,规格自100x100(mm)至6000x3000(mm),超出规格需定做生产,铸铁平台购买方可根据自己使用要求购买,特殊要求的以双方签字的合同、技术协议或图纸为检验依据,质保期一般为一年,质保期内出现问题铸铁平台厂家应及时对产品提供维修或退换货并承担由此造成的费用。
2、装配平台材质是否符合工作需要
装配平台材质一般为HT200或HT250,这两种材质占到装配平台材质的98%以上,既能满足焊接工件时的要求,又相对来说价格低廉,无论是装配平台的抗拉力、硬度、耐磨程度均能满足焊接要求。
3、铸件毛坯热处理是否符合标准
装配平台热处理是保证平面度不变形的根本,装配平台质量的好坏,热处理是否合格是考察装配平台质量的重点参数之一,装配平台毛坯热处理执行标准GB/T5614-1985,无论时间、温度均要符合标准要求。
4、工作面加工精度能不能保证达到图纸设计要求
装配平台工作面根据客户需求来设计,一般装配平台工作面精度要求不高,满足需要焊接的工件就可以,工作面精度参照装配平台标准GB/T22095-2008。
5、装配平台T型槽的相关数据是否和标准相符。
装配平台T型槽尺寸根据客户需要来设计,需要焊接的工件又大、又重时,T型槽开口就越大,换句话说就是使用的用来固定工件螺栓就越大,反之越小,T型槽之间的间距也是根据客户的需求情况来设计,T型槽的技术参数根据标准GB/T158-1996进行设计、加工,如果是国外客户T型槽标准应按照DIN650-1985德国标准设计。
从装配平台的整个检验过程中来看,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性尤为重要。所以装配平台的检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢固稳定性差。检定人员在装配平台附近的走动、检定工具在装配平台上的移动,都会产生不同的重力,使装配平板的空间位置发生变化,测量结果不可靠。所以检定这类平板时,平板应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
综上所述都是一些选择装配平台的注意事项,铸铁装配平台使用时也应该更加注意首先使用之前,先进行安装调试,以防损坏装配平台的工作面;其次使用过程中要注意防潮、防腐蚀,同时注意不要将装配平台放于过高和过低的温度环境下存放;然后工件的重量不要超过铸铁装配平台的额定载荷,以免造成工作质量降低以及损坏装配平板的结构使之变形。在铸铁装配平台使用完毕后,应将其清洗干净,同时作好防锈工作。
